



新闻推荐
案例|三碁产品在印刷行业收复卷机的应用
应用行业
印刷行业——收放卷设备
[张力控制系统]
涉及产品
SDA2伺服系统、SPN触摸屏
SMC可编程控制器
1背景和目的
概述
在工业化生产的今天,如包装印刷行业,张力控制是生产过程中极其重要的一个环节。良好的张力控制,能够确保产品质量,提高生产效率。
在实际生产中如果以中心收卷方式来收卷,收卷轴的直径是不断变化的。不断变化的收卷直径引起角速度的变化,从而引起材料上的张力也随之波动:张力过小,材料收卷时会松弛起皱、横向走偏;张力过大则导致材料拉伸过度,在纵向上会出现张力纹,甚至出现纵向隆起。因此在收卷的过程中为保证生产效率和收卷的质量,张力控制系统就显得尤为关键。张力控制模式一般有开环、闭环控制两种模式:开环控制模式没有张力检测和反馈环节,设计、结构上相对简单,控制精度和稳定性也较差。闭环控制模式一般有卷径检测装置和张力反馈环节,控制的随机性很强,具有较高的控制精度和响应速度,但系统的控制设计比较复杂而且元器件较多,在小型设备上的应用受到一定的限制。
本案例介绍一种基于伺服及PLC开环张力控制系统,经过现场试验测试,能够应用在0.1mm级材料的收卷上,而且收卷质量完全可以媲美闭环控制的质量,其系统构成如下图所示:
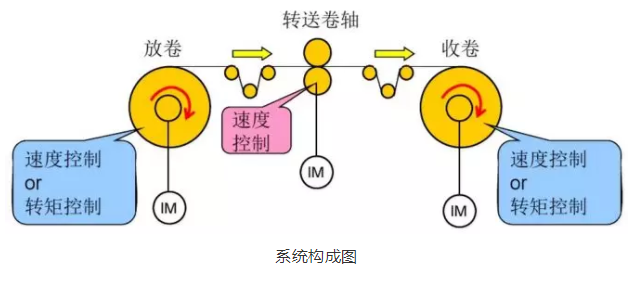
左侧为放卷,中间为牵引轴,右侧则为收卷。左侧放卷和右侧收卷目前采用伺服的转矩控制(速度控制也可),牵引轴采用速度模式进行控制。
选用伺服控制系统是基于它的转矩控制模式在收卷方面具有控制简单、精度高的特点。在转矩模式下,不需要对收卷的速度进行控制,只需给出一个速度限制值即可使收卷轴的角速度根据转矩的大小而自动浮动,并实现恒线速度收卷。同时伺服驱动器的内部转矩检测功能可以精确地检测输出电流,从而实现转矩的高精度控制。
系统的转矩、速度指令及收卷的半径等参数通过PLC系统内部计算得出,使系统得到进一步的简化。
2解决方案
收放卷设备的系统方案
系统的控制模型如下图所示,整个收放卷系统主要由三碁SDA2伺服系统、三碁高性能PLC、三碁高性能SPN触摸屏组成。
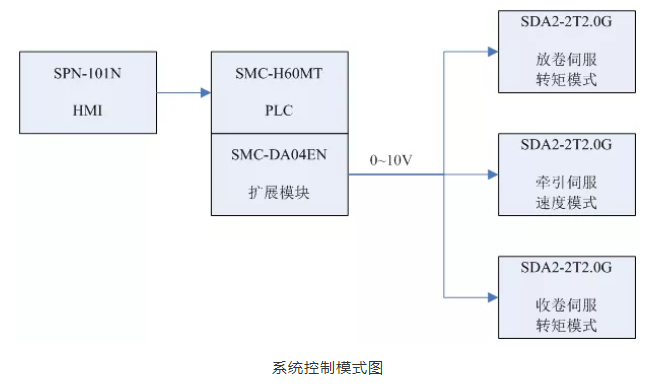
其中速度、转矩指令在触摸屏上设置,然后传送到PLC中,经过PLC的计算后,通过DA04EN模块转换成0-10V模拟信号,传送给伺服系统。伺服系统接收信号后再经过内部单元转换成电机的速度、转矩控制信号,从而控制电机精确运转。在伺服电机运转过程中,伺服电机的旋转编码器信号再通过集电极开路输出到PLC,通过PLC高速计算,可得出瞬时卷径,再根据计算出卷径的大小变化输出转矩,从而实现张力稳定控制。由于系统不带张力控制器反馈的开环控制模式,PLC系统必须要对收放卷的半径和转矩进行实时的计算和输出。
卷径的自动计算:
设L1为牵引线速度(m/min),L2为放卷线速度(m/min),L3为收卷线速度(m/min),r1为牵引轴半径(mm),r2为放卷轴半径(mm),r3为收卷轴半径(mm),n1为牵引轴转速(转/分钟),n2为放卷轴转速(转/分钟),n3为收卷轴转速(转/分钟)。
为达到恒张力控制,所以三轴的线速度都是相等的。
L1=L2=L3 ①
牵引轴的线速度公式为:
L1=2πr1n1 ②
已知L1和r1就可以求出n1,在屏中给定收放卷转矩初始值,即可通过高速计数器读取实时的n2和n3,再由①算出实时r2和r3,算出半径后,再根据半径的变化给定转矩T,K为递增(减)系数。T=1+k(r-r0)/(rmax-r0),r0为空轴半径,rmax为最大半径。求出的半径代入公式即可求出不同递增(减)系数K下的实时转矩。
在实际收放卷生产中,这种基于伺服及PLC的开环控制系统由于在应用上不需要很准确的数学模型,只需按负荷分配,按实际效果设定递增(减)系统的特性,能够应用在多种不同厚度、不同品种材料的收放卷上,而且效果很好。
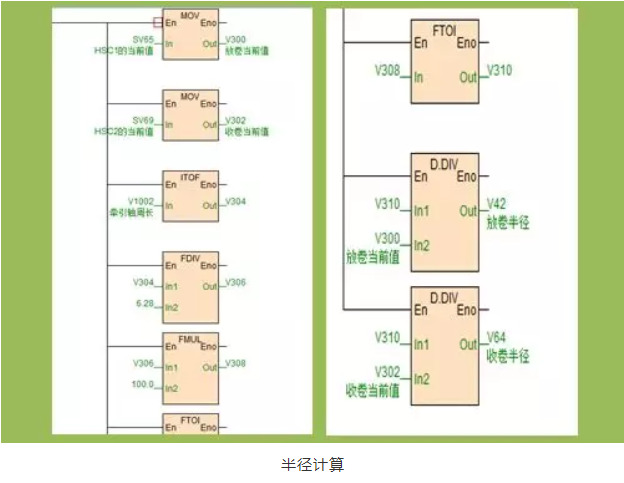
半径计算如下图:
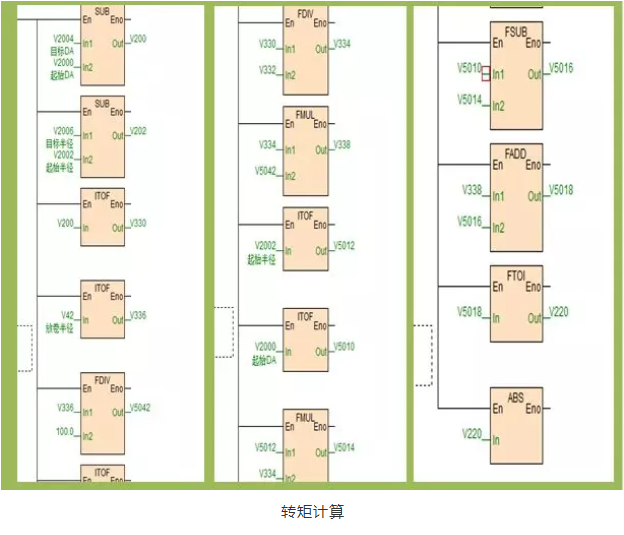
转矩计算如下图:
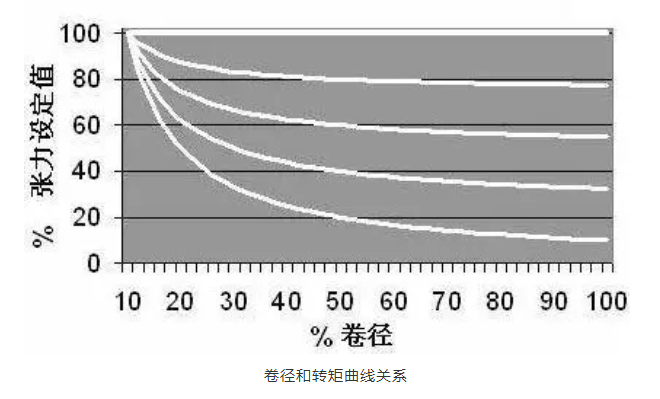
根据现场调试得出卷径和转矩的曲线关系:
HMI的画面:

3方案优势及产品特点
三碁收放卷系统优势
1.机械和设计结构上比较简单;
2.在中小型设备上应用广泛,收放卷质量完全可以和闭环控制媲美;
3.三碁伺服系统的转矩控制模式在收放卷方面具有控制简单、精度高的特点。
相关产品
相关文章




